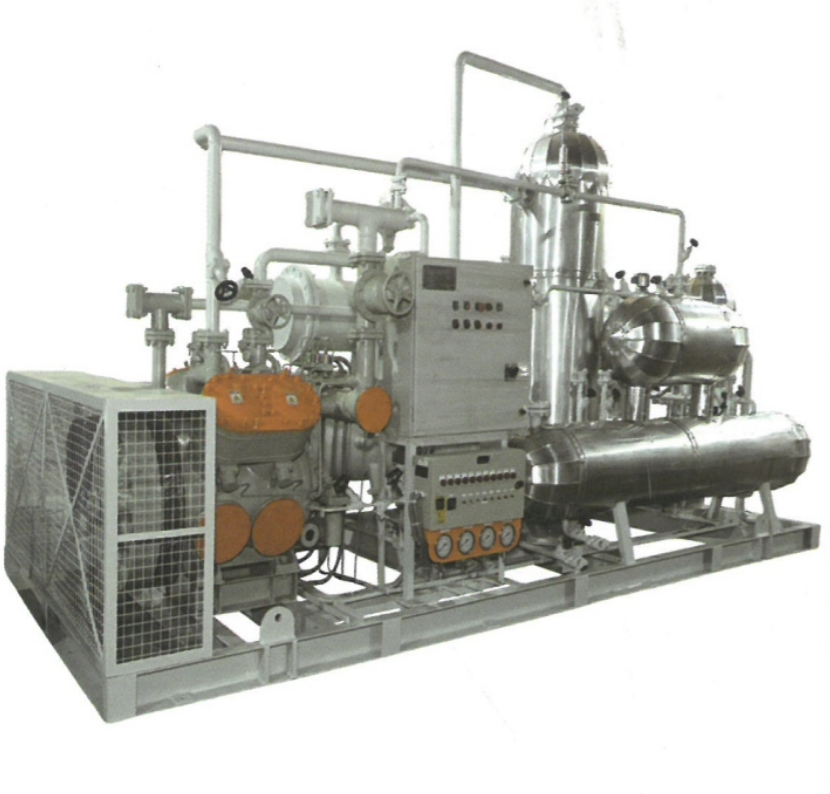
Ammonia Chiller
An Ammonia Chiller is a high-efficiency industrial refrigeration system that uses ammonia (NH₃) as the refrigerant to provide reliable and cost-effective cooling for large-scale industrial applications. Due to its excellent thermodynamic properties and superior heat transfer capabilities, ammonia is one of the most efficient and environmentally friendly refrigerants available for industrial refrigeration systems.
Ammonia chillers are widely used in industries requiring large cooling capacities and low-temperature applications, including food processing, cold storage, dairy plants, breweries, chemical manufacturing, pharmaceuticals, ice plants, and process cooling facilities.
At HiTech Sales & Service, we design, manufacture, and install high-performance Ammonia Chillers engineered to deliver maximum energy efficiency, dependable operation, and long service life. Our systems are customized to meet specific industrial cooling requirements while ensuring optimal performance and operational reliability.
Features
High-Efficiency Ammonia Refrigeration System
Environmentally Friendly Refrigerant (Zero Ozone Depletion Potential)
Low Operating and Energy Costs
Excellent Heat Transfer Performance
Suitable for Large-Capacity Cooling Applications
Reliable Continuous Operation
Heavy-Duty Industrial Construction
Advanced Safety and Control Systems
Customized Design and Capacity Options
Working Principle
An Ammonia Chiller operates on the vapor compression refrigeration cycle using ammonia as the refrigerant. The system consists of four primary components: evaporator, compressor, condenser, and expansion valve.
1. Heat Absorption (Evaporator)
The process fluid or chilled water passes through the evaporator where heat is transferred to the liquid ammonia refrigerant. As ammonia absorbs heat, it evaporates and converts into a low-pressure vapor.
2. Compression (Compressor)
The low-pressure ammonia vapor enters the compressor, where it is compressed to a high-pressure, high-temperature gas. The compressor provides the energy required to circulate the refrigerant throughout the system.
3. Heat Rejection (Condenser)
The high-pressure ammonia gas flows into the condenser. Cooling water or ambient air removes heat from the refrigerant, causing the ammonia vapor to condense into a high-pressure liquid. The rejected heat is discharged through a cooling tower or air-cooled condenser system.
4. Expansion Process
The liquid ammonia passes through an expansion valve where its pressure and temperature are reduced. This produces a cold, low-pressure refrigerant mixture ready to absorb heat once again.
5. Continuous Refrigeration Cycle
The cooled ammonia returns to the evaporator and absorbs heat from the process fluid. This cycle continuously repeats to maintain the desired cooling temperature and ensure efficient refrigeration performance.
Advantages
Superior Energy Efficiency
Lower Refrigerant Requirement Compared to Other Systems
Environmentally Friendly Refrigerant
Excellent Performance at Low Temperatures
Reduced Operating Costs
Long Equipment Life
Suitable for Heavy-Duty Industrial Applications
High Cooling Capacity and Reliability
Applications
Cold Storage Facilities
Food Processing Industries
Dairy and Milk Processing Plants
Breweries and Beverage Industries
Ice Manufacturing Plants
Chemical Processing Industries
Pharmaceutical Manufacturing Units
Meat and Seafood Processing Facilities
Large Industrial Refrigeration Systems
Process Cooling Applications
Why Choose HiTech Sales & Service?
With years of experience in industrial refrigeration and cooling solutions, HiTech Sales & Service provides complete Ammonia Chiller solutions including design, manufacturing, installation, commissioning, maintenance, and technical support. Our commitment to quality, efficiency, and customer satisfaction ensures dependable cooling systems that deliver long-term performance and value.
We provide customized ammonia refrigeration systems tailored to your industry requirements, helping you achieve maximum operational efficiency while minimizing energy consumption.